06540 ANKARA TURKIYE
Tel:+90 312 468 8114
Faks:+90 312 468 8115

Achieving Interconnection
with Pulse-Heated Bonding
How to create electrical Conductive adhesive bonds with anisotropic conductive film and heat seal connectors.
The process of creating electrical conductive adhesive bonds between flexible and rigid circuit boards, glass panel displays and flex foils is referred to as heat sealing. The essential characteristics of this process are heating and cooling of the adhesive under pressure.
Anisotropic conductive adhesives contain small conductive particles that, when compressed and heated, form an electrical interconnection between parts. The adhesives are widely used to connect the electrically conductive areas on a liquid crystal display (LCD) to a PCB via a flexible circuit with conductive tracks. Another common application is the electrical interconnection of two flex circuits (Figure 1).
How Is the Connection Made?
Small adhesive particles are suspended in the adhesive, which can be in the form of foil, flex or paste. Before bonding, the particles are separated by an isolating matrix of adhesive. The parts to be joined are first brought together with the adhesive in between. Temperature, time and pressure are applied and cause plastic deformation of the adhesive and compression of the particles (Figure 2). The particles that are trapped between the conductors form a conductive interface between the pads on the two mating surfaces and conduct only in the Z axis (Figure 3). Between 100 and 1,000 particles per track can be in a bonded assembly. Subsequent cooling and full curing of the adhesive while still in the compressed condition stabilize the joint.
Adhesive Types
The two most common forms of adhesive are supplied either as a connector (flex) with adhesive already present in the foil or as an adhesive film. In general, anisotropic conductive film (ACF) is used for fine-pitch applications (6 mils, 0.15 mm), as the particle size is smaller than those of heat seal connectors (HSCs). Adhesive can be thermoset, thermoplastic or a combination hybrid depending on the types of polymers used. Thermoset adhesives cure at a specific temperature while thermoplastic adhesives generally require a longer time and cure during cooling. Thermoset adhesives are generally of higher strength and more durable than thermoplastic; however, some cannot be reworked as thermo plastics can. Adhesives commonly contain a mixture of thermoplastic and thermoset components to obtain the best of both properties.
Electrical conductive particles are typically 3 to 12 pm (0.00012 to 0.00048 in.) in size and most commonly composed of metal; carbon (graphite); metal-coated plastic; metal-coated glass; or a combination of the previous.
FIGURE 1: Joint configurations for anisotropic conductive film (ACF) and heat seal connectors (HSCs).
The most commonly used particles are graphite, gold and gold-plated plastic. Gold-plated plastic particles are compressible under bonding pressure. As compared to harder graphite materials, gold-plated plastic particles can generally produce joints of lower resistance, as more gold can be brought into contact with the upper and lower traces. The compressible particles also provide better stress relief as a small relaxation in the glue can be compensated for by the expansion of the particle. A joint formed with graphite particles will generally have a higher resistance than gold; however, the harder graphite particle can cope with more oxidization of the surface to be bonded as its sharp edges can help to penetrate the oxide layer. The pitch of the conductors that are to be bonded dictates the choice of particle size. To prevent electrical shorts, small particles are used with fine-pitch conductors. Typically, 1.25 million particles can exist per square inch.
The thickness of the adhesive can also be varied in relation to the pitch of the conductors. Thinner adhesives are used with smaller pitches, as the tracks on the material surfaces are lower in height than those of large pitch. Voids can occur if an adhesive layer is too thick because it can not be compressed between the traces. Lower joint strength or the ingress of moisture into the joint could result.
Adhesives have the following process advantages when compared to more traditional methods of interconnection such as soldering or connectors:
- . fine pitch (100 µm, 0.004 in. or less)
- joint elasticity and ability to with stand shock
- works with nonsolderable conductors, such as indium tin oxide (ITO), commonly used on glass displays
- low connection process temperatures
- lead-free process with no flux or residues
- excellent peel strength, electrical resistance stability and humidity accommodation.
The pulse-heated hot bar technology may be familiar from its use in soldering operations for flex to PCB. The same equipment may be used for the heat sealing process, but the temperature, time and force profiles differ.
Essentially, a bonding system is made up of four component parts: .
- power supply-temperature and time control
- bonding head-force control
- thermode-heating element
- tooling and fixturing-part positioning and alignment.
The thermode is shaped in the form of a "U" (Figure 4). The current flows in a parallel direction to the conductors and, therefore, no discernable voltage drop between two neighboring conductors occurs. The pulse heating method allows the thermode to heat and cool quickly. Fast cooling allows pressure to be maintained at the end of the heating cycle, which means that conductive particles are held stable in the compressed position during curing. The bonding head provides a repeatable force to ensure the thermal transfer of heat to the parts and provides the actuation method for the thermode. Accurate tooling is generally required, and parts may need to be aligned using an optic system.
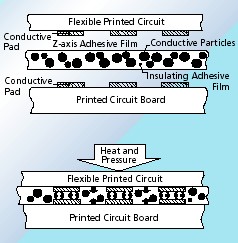
FIGURE 2: Principle of adhesive connection.
A different bonding method is used for ACF and HSC. ACF, by definition, is normally supplied as a reel and consists of just the adhesive with protective layers. An ACF three-layer film will have a paper protective layer, which is removed prior to bonding. The adhesive tape is then applied to the substrate and pretacked in position. Tacking the adhesive takes 3 to 5 sec. at 80 to 100 °C (Figure 5).
Once pretacking is complete and the flex has been aligned to match the traces on the substrate, the thermode is again actuated and the parts heated to bonding temperature (Figure 6). At this stage, positioning a silicon interface layer or interposer material between the thermode and the flex is common. As the particles are so small, the thermode must be coplanar to the parts to achieve proper compression. A silicon interface layer helps to maintain constant pressure across the joint and also forces adhesive between the tracks on the substrate.
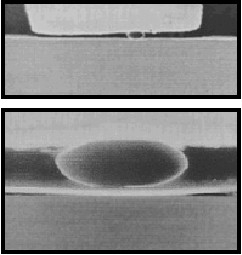
FIGURE 3: SEM picture shows a single particle trapped between conductors. Particle size is 5 µm. |

FIGURE 4: The thermode is in the shape of a U. |
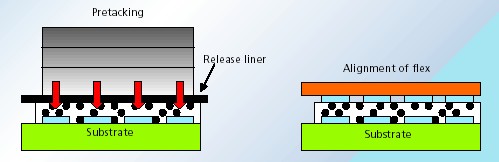 FIGURE 5:
The thermode pretacks the foil to the PCB,
FIGURE 5:
The thermode pretacks the foil to the PCB,the release liner is removed and the flex is positioned. |
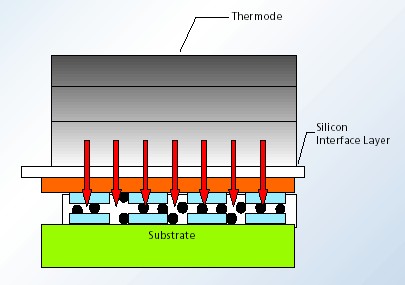 FIGURE 6:
Bonding and curing stage.
FIGURE 6:
Bonding and curing stage.
|
Higher bond strength can, therefore, be obtained as the adhesive bonds to a greater surface area. When cured, the adhesive shrinks, locking metal particles between the conductive traces on the substrate and flex.
The bonding process for a heat seal connector is much simpler because the adhesive is already on the flex and, therefore, no pretacking is required. Parts can be aligned and bonded (Figure 6) in a single bonding operation. Due to the thermoplastic nature of the HSC adhesive, the process is very fast, as the adhesive just needs to reach a set temperature to cure.
Part Design Guidelines
Flex Connectors for Heat Sealing
Most heat seal connectors are made from polyester foil, which can be 20 to 50 µm (0.0008 to 0.0020 in.) in thickness. In general, thicknesses below 25 µm are not used, as they do not provide sufficient mechanical strength. Foils thicker than 50 µm would not allow sufficient transfer of heat to the adhesive to create adequate joints. A thicker foil also results in reduced flexibility of the connection because the joint could be easily sheared when the foil is folded or under mechanical stress. The tracks on the foil are made from either carbon or silver/carbon. Anisotropic conductive glue is applied by screen printing the adhesive to the bonding area of the foil.
Flex Connectors for ACF
Most flex connectors used with anisotropic film are made from polyimide foil. Polyimide is also known as Kapton(r). Kapton material is used because ACF adhesives are thermoset and, therefore, require higher bonding temperatures and longer curing time. A polyimide material is more resilient to these bonding conditions than polyester film. The thickness of the Kapton flex is usually between 20 and 50 µm (0.0008 to 0.0020 in.). The tracks on the Kapton flex are made from copper, which is generally between 12.5 and 25 µm (0.0005 to 0.00 10 in.) in thickness and sandwiched between a top and bottom layer of Kapton. Passivated copper is used in preference to plain copper because it is less prone to oxide formation that could pro duce a joint of high resistance. Gold-plated copper tracks perform best but are more expensive. Solder and tin contact plating is also used, but adhesive choice is more important. Flatness can be a problem with this type of plating. Adhesive manufacturers should be consulted for advice as to the appropriate adhesive type for the track plating used.
Display Design
Manufacturers will commonly design liquid crystal displays to provide as large a viewing area for the product as possible. The growing trend for miniaturization has led to designs that have a large active viewing area but relatively small connection areas (Figure 7).
Having at least 3.0 to 3.5 mm (0.118 to 0.138 in.) of bonding ledge available for the interconnection of the flex is desirable. As a joint is made, adhesive can spread from the joint area. No adhesive should be allowed to contaminate the surface of the glass display. For this reason an adhesive foil is normally selected that is between 2.5 to 3.0 mm (0.098 to 0.118 in.) wide and positioned 0.5 mm (0.020 in.) from the top edge of the glass display (Figure 8). A good glass display design will have a small bevel at the front edge of the ledge, which will prevent the sharp edge of the glass from cutting through the fine tracks on the flex. This prevention is more important for the thinner HSC flex than Kapton flex for ACF.
Note that many display assemblies are manufactured in Asia and are supplied with the display and flex already attached, leaving just the connection of the flex to the PCB.
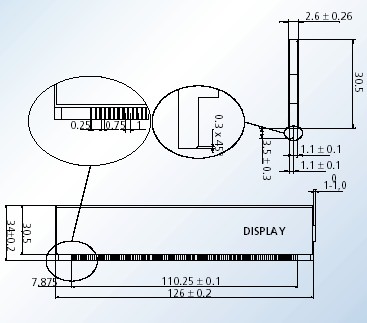
FIGURE 7: Typical display design, with dimensions shown in mm.
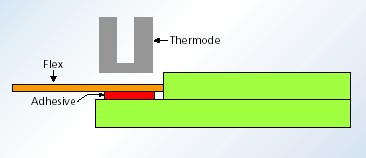
FIGURE 8:
Position of thermode, flex and adhesive.
The industry trend toward miniaturization demands finer pitches and larger connection lengths. Larger pitches are considered to be between 500 and 1,000 µm (0.020 to 0.040 in.), and fine pitch is defined as between 50 and 500 µm (0.002 to 0.020 in.). Large pitch can be aligned manually by tooling holes, whereas fine pitch will generally need fixturing and camera alignment. Using a large pitch for mass production has advantages because the alignment process is simpler and can take less time than fine pitch. With fine pitch, connections down to 100 tm are relatively easy to bond. Once below 100 µm and down to 50 µm, new problems become apparent.
Bonding problems are not connected with the equipment or initial alignment, but with the parts themselves. The problem is in the different expansion rate of the materials during bonding. The LCD glass display has a lower Coefficient of Thermal Expansion (CTE) than the flex connector. During heating, the flex connector expands and elongates in comparison to the tracks on the glass. The adhesive cures at temperature and, therefore, a mismatch in alignment is created.
Longer connections such as 100 mm (4 in.) can show up to one complete pad width of misalignment. To compensate for the problem, designing the flex with slightly smaller pitch than that of the glass is possible. Coplanarity problems and general poor design of parts become more critical for longer connections. Joints can range from 5 mm (0.20 in.) to 150 mm (5.9 in.) in length, but joints of 25mm (1 in.) to 50mm (2 in.) are more common.
Conclusion
Pulse-heated thermode heat seal bonding is a stable and well-controlled process. Good part design and understanding of the process parameters can produce a robust and reliable connection method for mass production. The growing need for product miniaturization and reduced weight are major drivers increasing the use of flexible circuit technology in the electronics industry. Today's control over the thermode bonding process offers a production-oriented, reliable solution to the interconnection demands of this growing market.
| Home | Back to Index of Articles | Back to Previous Page | PDF Version |
www.circuitsassembly.com