Laser welding is a contact-less joining process in which a laser beam is used to create a fusion weld in metals. To create these welds, the laser beam is tightly focused onto the metal parts. The very high energy density in the laser focus melts the metals, which solidify once the laser pulse is terminated.
The laser welding process has a number of important benefits :
- Contact-less so it is possible to weld in inaccessible places
- No or minimal part deformation or electrode contamination
- High speed (up to 500 welds per second)
- Small heat affected zone as the spots are small and the laser pulses short (1ms - 50 ms)
- Possibility to make very small welds (0.05) mm diameter in thin materials
For precision laser spot and seam welding powerful pulsed Nd: YAG lasers are used. In this type of laser a flash lamp provides the energy to create a lasing action in a Neodimium doped YAG crystal. The generated laser pulses have a high peak power in the range of 0.5 to 8 kW, needed in the welding process.
Miyachi's advanced laser welders use a fast closed loop control in which the produced laser output is measured and compared to the programmed pulse shape. Any deviations are automatically corrected within every single laser pulse, resulting in superior weld reproducibility.
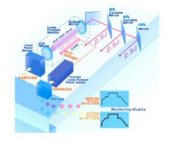
Pulsed Nd: YAG laser welders use optical fibres to transmit the laser beam to the workpiece. One laser source can be divided into multiple fibres to support several machines, or make simultaneous welds. The latter is needed in special applications like fibre attachment in the telecom industry where the weld shrinkage is cancelled out by the multiple beams.
The combination of fibre diameter, focusing optics used and laser parameters determine the shape of the weld. Finding the optimum laser settings is a job for laser engineers in Miyachi application labs.